Taşlama ve kaynak işlemleri aynı atölyede yürüdüğünde iki şey hızla büyür: duman/toz yükü ve iş güvenliği riski. Yanlış kabin seçimi, “çalışıyor gibi görünen” ama sahada verim düşüren; filtreyi hızlı tıkayan; operatörü dumanın içinde bırakan; hatta kıvılcım-toz birleşimiyle yangın riskini artıran bir kuruluma dönüşür.
Bu yazıda, Metasel gibi tasarıma dayalı sac metal kabin & özel imalat yapan bir üretici bakışıyla; taşlama kabini ve kaynak kabini için satın alma kararını hızlandıracak teknik kriterleri, sık hataları ve teklif öncesi net bir kontrol listesini bulacaksınız.
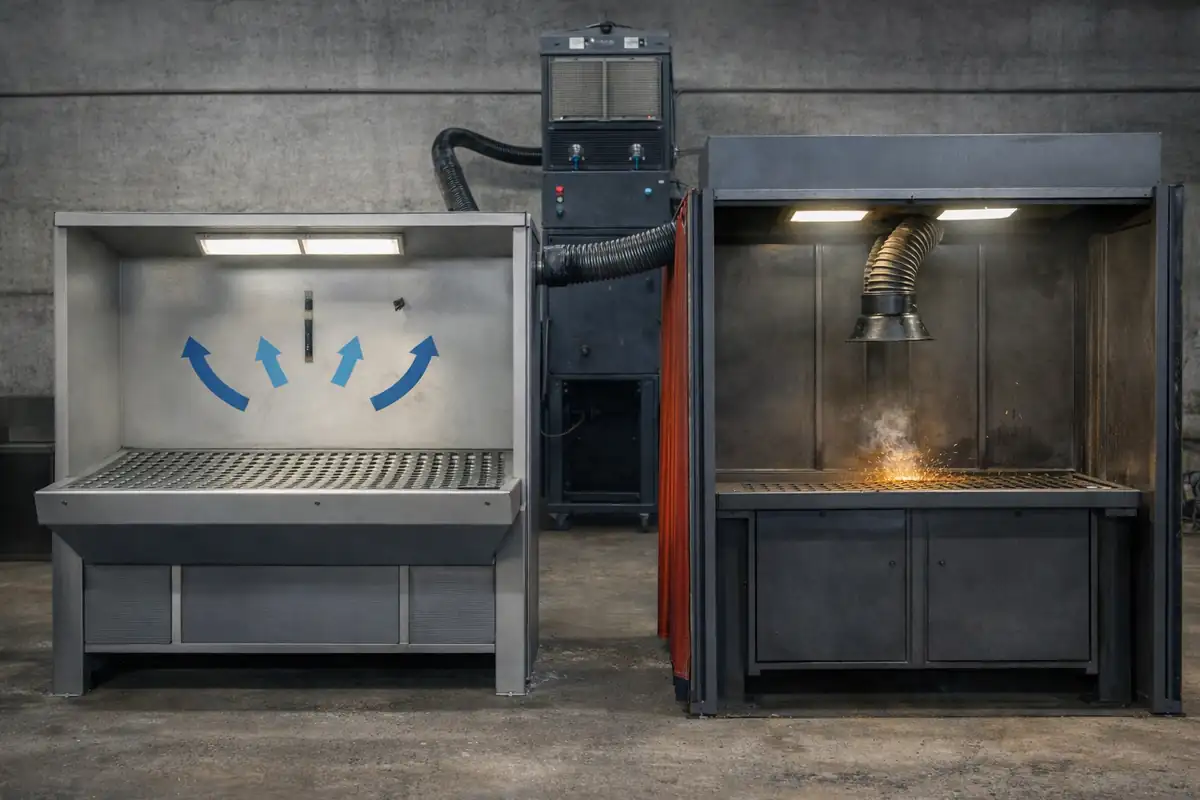
Taşlama kabini; çapak alma, zımpara, polisaj gibi işlemlerde oluşan tozu ve kıvılcım parçacıklarını kontrollü bir hacimde tutup emme + filtrasyon ile ortamdan uzaklaştıran kabindir. En büyük kazanım, atölyeyi “genel havalandırma ile idare etmek” yerine kaynağında yakalama yaklaşımıdır.
Taşlama kabininin en yaygın kullanım alanları:
Sac parça çapak alma ve kenar temizleme istasyonları
Döküm/parça yüzey düzeltme (grinding) alanları
Zımpara/polisaj sonrası ince toz üreten operasyonlar
Boya öncesi yüzey hazırlığı (uygulamaya göre)
Sahada en çok görülen kabin tipleri:
Downdraft (aşağı emişli) taşlama masası/kabini
Backdraft (arka emişli) kabin
Tam kapalı kabin + kartuş filtre (kuru sistem)
Islak (wet) taşlama kabini (özellikle bazı metal tozlarında risk yönetimi için tercih edilebilir)
Kaynak kabini (welding booth), kaynak proseslerinde oluşan kaynak dumanı ve gazlarını operatörün solunum bölgesinden uzaklaştırmak, aynı zamanda sıçrantı/kıvılcım ve ışınımı çevreden izole etmek için tasarlanmış çalışma alanıdır.
Kaynak kabini kullanım alanları:
Manuel MIG/MAG, TIG kaynak istasyonları
Çoklu kaynak kabini dizilimleri (yan yana/arka arkaya)
Robotik kaynak hücrelerinin çevresel izolasyonu (hücre konsepti)
Lazer kaynak gibi kapalı ortam isteyen uygulamalar (proses özelinde)
Kaynak kabininde tipik çözüm bileşenleri:
Kabin gövdesi (panel/sac) veya modüler iskelet
Kaynak perdeleri/panjur çözümleri (ışınım–sıçrantı kontrolü)
Lokal emiş (emme kolu/hood) ve/veya kabin içi çekiş düzeni
Filtre ünitesi + kanal + fan (ihtiyaca göre)
Aşağıdaki kriterler hem taşlama hem kaynak kabininde satın alma kararını netleştirir. Her madde “kabin gövdesi + emiş/filtre sistemi” birlikte düşünülerek ele alınmalı.
İşlem: taşlama mı, TIG mı, MIG/MAG mı, robotik mi?
Çıkan kirletici: metal tozu mu, kaynak dumanı mı, karışık mı?
Kıvılcım/sıçrantı yoğunluğu ve sürekli çalışma süresi
Malzeme türü ve ince toz oluşumu (yanıcı toz iht göstergesi olabilir)
Taşlamada: aşağı/arka emiş mi daha doğru?
Kaynakta: emiş kolu operatörün “dumanı yüzüne taşımasına” izin veriyor mu?
Kabin içi kaçaklar: kapı/ön açıklık, perde aralıkları, bakım kapakları
Pratik kontrol: Operatörün solunum hattı ile emiş yönü “aynı çizgide” olmamalı; duman/toz operatöre doğru taşınmamalı.
Kartuş filtre mi, farklı filtreleme mi?
Temizleme (pulse-jet vb.) ve toz toplama ünitesi tasarımı
Filtre değişimi için erişim alanı ve servis güvenliği
Kıvılcımın filtreye taşınmasını azaltan mimari detaylar
Uygun koşullarda “yanıcı toz” riski için proses değerlendirmesi
Gerekirse kıvılcım kontrol önlemleri ve disiplinli temizlik yaklaşımı
OSHA’nın yanıcı/alevlenebilir toz rehberleri, riskin tanımlanması ve kontrol adımları için iyi bir başlangıç noktasıdır.
Sac kalınlığı: darbeye/sıçrantıya dayanım hedefi
İç yüzeyin temizlenebilirliği (toz tutma–birikim azaltma)
Boya/paslanmaz gibi yüzey tercihleri (proses ve ortam şartına göre)
Tek kabin mi, çoklu kabin hattı mı?
Lojistik: kapı yönü, forklift/palet erişimi, kablo–hava hatları
Bakım alanı: filtre değişimi için “en az bir servis yüzü” boşluk
Kabin içi aydınlatma ve görüş alanı
Gürültü azaltıcı panel/izolasyon ihtiyacı
Ergonomi: çalışma yüksekliği, parça dayama, askı/konumlandırma aparatı
Kaynak dumanı kontrol ekipmanlarına dair ISO 15012 serisini referans alabilirsiniz (mutlaka güncel standardı doğrulayın).
Yanıcı toz konusunda OSHA rehberleri; “tozu tanı, test et, riski değerlendir, önlem al” çizgisini vurgular.
Bu hatalar, projeyi başlangıçta ucuz gösterip sonradan pahalıya çevirir.
1) “Kabin yaptık, emişi sonra bakarız” yaklaşımı
Kabin gövdesi tek başına çözüm değildir.
Emiş–kanal–filtre–fan uyumu en başta kurgulanmalı.
2) Taşlamada tozu “genel aspirasyon” ile çözmeye çalışmak
Toz kaynağında yakalanmadığında atölyeye yayılır.
Temizlik ve bakım maliyeti büyür.
3) Kaynakta emiş kolunu yanlış konumlandırmak
Duman operatörün yüz hattından geçer.
Operatör, kolu “işi engelliyor” diye geri iter; sistem boşa düşer.
4) Filtre bakım erişimini hesaba katmamak
Filtre değişimi zorlaştıkça bakım gecikir.
Performans düşer, şikayet artar.
5) Kıvılcım/toz riskini hafife almak
İnce tozlar uygun koşullarda tehlikeli hale gelebilir.
Risk değerlendirmesi ve temizlik disiplini yoksa yangın riski büyür.
Aşağıdaki akış, teklif toplarken “elma ile elma” kıyas yapmanızı sağlar.
Prosesleri ayırın: Taşlama mı, kaynak mı, ikisi aynı alanda mı?
Kirliliği tanımlayın: Toz tipi / duman tipi / kıvılcım yoğunluğu
Yerleşimi netleştirin: Operatör yönü, parça giriş-çıkış, bakım alanı
Kabin tipini seçin:
Taşlama: downdraft mı backdraft mı, kapalı mı açık mı?
Kaynak: perde mi panel mi, lokal emiş mi kabin içi çekiş mi?
Filtrasyonu belirleyin: bakım kolaylığı + sarf maliyeti + erişim
Güvenlik setini yazın: kıvılcım yönetimi, uyarılar, temizlik planı
Saha verisine göre revize edin: gerçek parça ölçüsü, gerçek çalışma alışkanlığı
Teknik şartnameyi kısa tutmak için “mutlaka yazın”:
Kabin ölçüleri + açıklıklar
Emiş noktası/kol adedi ve yerleşimi
Filtre tipi ve bakım erişimi
Kıvılcım/toz riskine göre alınacak önlemler
Kabul kriteri: “duman/toz operatör bölgesine taşınmayacak”